Powered by BigRep MXT® and state-of-the-art CNC control systems and drives by Bosch Rexroth, the PRO and EDGE deliver unprecedented speed, precision and quality for industrial applications and full connectivity to integrate additive manufacturing with Industry 4.0
BigRep, the global leader in large-scale 3D printing, today at formnext, the world's leading exhibition for additive manufacturing, unveiled a significant breakthrough in Thermoplastic Extrusion (Fused Filament Fabrication – FFF). BigRep’s new proprietary MXT® will power its two new 3D printers and set a new standard for and redefine additive manufacturing.
The BigRep PRO and BigRep EDGE are the German-engineered company’s next-generation 3D printers, promising to provide engineers and designers with the ability to create functional prototypes, as well as composite tooling, end-use parts and small-number serial production. Capable of printing with high-performance materials, the PRO and EDGE will firmly establish 3D printing as an innovative, added value production technology in industries such as automotive, aerospace, consumer goods, manufacturing and more.
Unveiled on Tuesday, the new printers are embedded with BigRep MXT®, an exclusive Metering Extruder Technology, and equipped with a state-of-the-art Bosch Rexroth motion control system – delivering unprecedented speed, precision and quality and IoT connectivity that fully integrates with Industry 4.0.
BigRep PRO is available to order immediately. BigRep EDGE is scheduled for release in Q2 2019.
“This new technology delivers the type of innovation that the industry has been awaiting, as our groundbreaking MXT® system makes our new printers five times faster – with greater precision and quality – than current extrusion speeds,” said BigRep CEO, Stephan Beyer, PhD. “This is one giant leap for additive manufacturing, allowing BigRep customers to make full use of today’s most advanced large-scale 3D printing technology.”
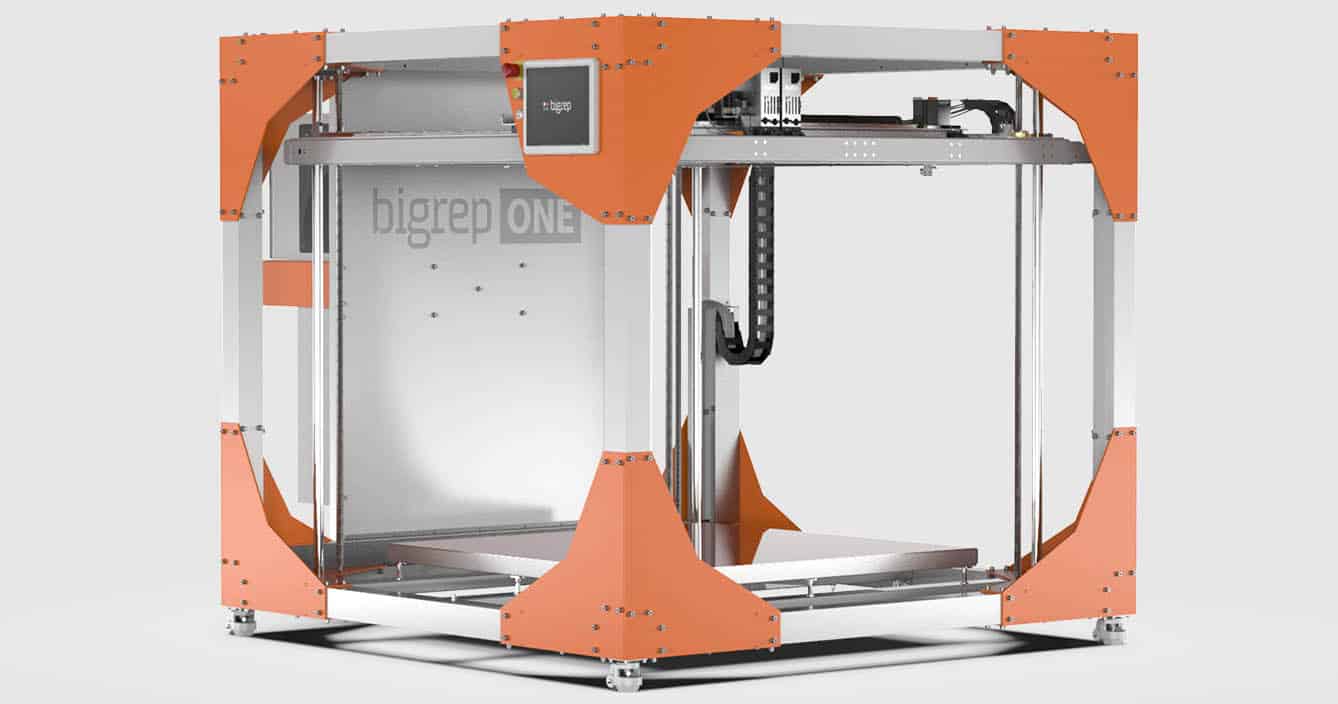
BigRep PRO is specifically designed for 3D printing of large-scale industrial parts and features a build envelope of one cubic meter and a large, temperature-controlled spool chamber allowing for continuous printing with high-performance materials, like ASA/ABS, nylon and more. The insulated, enclosed metal frame ensures an optimal even temperature control, while glass doors offer a view of the print. The heated print bed is mounted with polyimide foil for enhanced adhesion during the printing process, and an integrated inductive sensor allows for semi-automatic leveling.
BigRep EDGE, with a build chamber measuring 1500 x 800 x 600 mm, is specifically designed for high-end, high performance materials in large-scale format, allowing for end-use parts, functional prototypes and composite tooling. Its heated build chamber provides a controlled, high-temperature environment of up to 200° C in the chamber and 220° C in the print bed. The EDGE also features a premium user experience with automatic, upward-moving doors and an easy-to-use graphical interface on a large screen that enables full control over all print settings.

The new technology powering these 3D printers is significant because extrusion technology has largely been unchanged for a quarter-century. The first major advancement is a result of the development partnership announced earlier this year between BigRep and Bosch Rexroth, one of the world’s leading suppliers of drive and control technologies. Through this partnership, the PRO and the EDGE will be the first 3D printers by BigRep incorporating a state-of-art CNC control systems and drives by Bosch Rexroth, making 3D printing a truly IoT-ready machine with full connectivity and data.
Thomas Fechner, General Manager of the Business Unit New Business at Bosch Rexroth, commented: “Thanks to professional control systems technology, 3D printing is establishing itself as an industrial manufacturing application. In terms of hardware, the CNC control system by Bosch Rexroth is delivering the necessary performance, precision and durability. In our development partnership with BigRep, we are advancing the potential of 3D printing for its use in the environment of the Factory of the Future.”
The second major advancement is BigRep MXT®. Unlike its predecessor, BigRep MXT® establishes a clear separation between filament feeding and melting and molten extrusion, which allows for full control over the amount and speed of material extruded at any given time. This new technology is also designed to make full advantage of the innovative printing materials BigRep, in its partnership with BASF, continues to develop.
PRO and EDGE are equipped with two MXT® modular extrusion heads, which manage and synchronize the extrusion and printing operations. This translates into:
- Printing speeds of >600 millimeters per second (mm/s), when the PRO is used with its finest 0.6 mm nozzle, making it five times faster than any FFF printer on the market. The EDGE surpasses that with speeds of up to 1,000 mm/s with the finest 0.6 mm nozzle in place.
- Demonstrated filament throughput rate of 5x at the maximum extrusion rate and 3x at the average extrusion rate, compared to FFF technology, delivering material deposition control that allows for unmatched quality, repeatability and precision.